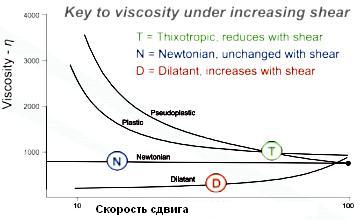
Границы диапазонов при различных вязкостях жидкостей
Для расходомеров объемного типа с механическими измеряющими элементами (шестерни, поршни, лопасти и т.д.) в качестве одного из основных параметров, влияющих на погрешность измерений можно назвать величину паразитных утечек, обусловленную точностью изготовления элементов механизма измерения. Чем выше точность исполнения, чем меньше зазоры, тем меньше погрешность измерений. Особенно это справедливо для непостоянных потоков жидкостей, как, например, при дозировании, либо при подаче жидкости плунжерными или диафрагменными насосами.
Из этого очевидного утверждения мы можем сделать вывод, что и свойства жидкости, которые влияют на эти паразитные потоки (через зазоры измерительного механизма) также будут оказывать значительное влияние на погрешности измерений при нестабильных потоках. Чем ниже вязкость, тем легче жидкости «уйти» в зазоры. Чем меньше смазывающая способность жидкостей, тем выше трение в нем и больше момент, необходимый для сдвига измеряющего элемента. Плотность жидкости также может служить косвенным признаком, указывающим на вязкость и, таким образом также может служить для оценки погрешности измерений на данной жидкости.
Эта информация известна всем метрологам и тем, кто интересуется расходометрией. Как учитывать эти факторы при выборе расходомера объемно-вытеснительного типа? Как правило, компании – производители предоставляют поправочные таблицы и графики для жидкостей, чьи вязкости отличаются от вязкостей поверочных жидкостей на фабрике. Например, для расходомеров серии ОМ компания-производитель предоставляет таблицу (для наиболее популярной продукции ряда ОМ004-ОМ050).
Таблица 1.
| Размерность расходомера | Вязкость измеряемой жидкости | Нижняя граница диапазона расхода* | Верхняя граница диапазона расхода** |
|---|---|---|---|
| сР | л/час | л/час | |
| ОМ004 | 1 | 2 | 24 |
| 3 | 1 | 36 | |
| 7 | 0,5 | 36 | |
| 200 | 0,4 | 36 | |
| 500 | 0,25 | 27 | |
| 1000 | 0,12 | 16 | |
| ОМ006 | 1 | 5 | 80 |
| 3 | 2 | 100 | |
| 7 | 1 | 100 | |
| 200 | 0,7 | 100 | |
| 500 | 0,5 | 75 | |
| 1000 | 0,3 | 45 | |
| ОМ008 | 1 | 18 | 440 |
| 3 | 15 | 550 | |
| 7 | 6 | 550 | |
| 200 | 2,5 | 550 | |
| 500 | 2 | 550 | |
| 1000 | 1,5 | 550 | |
| сР | л/мин | л/мин | |
| ОМ015 | 1 | 1,5 | 32 |
| 3 | 1 | 40 | |
| 7 | 0,5 | 40 | |
| 200 | 0,4 | 40 | |
| 500 | 0,3 | 40 | |
| 1000 | 0,2 | 40 | |
| ОМ025 | 1 | 10 | 120 |
| 3 | 6 | 150 | |
| 7 | 5 | 150 | |
| 200 | 4 | 150 | |
| 500 | 3 | 150 | |
| 1000 | 2 | 150 | |
| ОМ040 | 1 | 25 | 200 |
| 3 | 15 | 250 | |
| 7 | 15 | 250 | |
| 200 | 12 | 250 | |
| 500 | 10 | 250 | |
| 1000 | 8 | 250 | |
| ОМ050 | 1 | 50 | 400 (440*) |
| 3 | 30 | 500 (550*) | |
| 7 | 30 | 500 (550*) | |
| 200 | 20 | 500 (550*) | |
| 500 | 15 | 500 (550*) | |
| 1000 | 11 | 500 |
* для моделей с шестернями из PPS
** варьируется в зависимости от смазывающих свойств жидкости.
Дополнительно про измерение расхода жидкостей с малой смазывающей способностью можно прочесть здесь, т.е. значения указанные в таблице 1 (в основном для малых расходов) должны быть дополнительно скорректированы с учетом смазывающих свойств жидкости. На большом расходе (близком к максимальному) плохие смазывающие свойства будут приводить к повышенному износу и увеличению % паразитных утечек, особенно при переменных потоках, в которых этот тип расходомеров наиболее привлекателен по параметру «цена-качество».
ВНИМАНИЕ: Как и для любого механизма, для расходомеров, использующих подвижные механические измеряющие элементы, верны 2 правила, влияющие на ресурс прибора:
- Длительная непрерывная эксплуатация: длительный поток ≤ 0,8 максимального допустимого потока диапазона.
- Периодическая эксплуатация: (0,9-1) максимального допустимого потока.
Как видно из таблицы 1, нижняя граница вязкостей, предоставленная производителем, начинается от 1 сСт. Что же делать, если вязкость измеряемой жидкости превышает 1000 сСт или, наоборот, имеет вязкость меньшую, чем 1 сСт?
На первый вопрос ответить достаточно легко: на нашем сайте размещена статья, посвященная этому.
С маловязкими жидкостями всё сложнее, эти жидкости отличаются и малой смазывающей способностью , к ним относятся так называемые «сухие» жидкости: спирты, ацетон, сжиженные газы, фреоны, и т.д.
Для таких применений необходимо учесть оба фактора: малую вязкость и плохую смазывающую способность измеряемой жидкости, т.е. необходимо увеличить значение минимального потока и учитывая малую вязкость и дополнительно плохие смазывающие свойства. Практически все изготовители расходомеров приводят данные для вязкости, не учитывают в справочных материалах смазывающие свойства, хотя они и играют значительную роль при определении нижней границы расходов.
При изучении данного вопроса нами были изучены данные нескольких изготовителей расходомеров, их графики и таблицы для жидкостей вязкостью ≤ 0,3сСт; 0,3-0,8сСт; 0,8-2сСт, что позволяет сделать следующие выводы:
- При измерениях малых потоков важное значение имеют не только характеристики жидкости, но и тип узла трения в измерительном механизме (т.е. данные для подшипника скольжения (трения) и для роликового или упорного подшипника будут отличаться).
- Если использовать в качестве узла трения подшипник трения (что верно для всех расходомеров серии ОМ), то увеличение значения нижней границы расходов, по сравнению с паспортным, верным для диапазона вязкостей 3-200мПа*с, может достигать 4 и более раз. Т.е., например, для расходомера ОМ006, с нижней границей диапазона точных измерений 2л/час, эта величина будет от 8 л/час, соответственно. Безусловно, все эти значения ориентировочные, для каждой жидкости они будут отличаться. Поведение погрешности, при значениях ниже этого значения, будет следующим (по степени снижения мгновенного расхода) – вначале достаточно резкий спад, который имеет достаточно хорошую повторяемость и может быть компенсирован с помощью электронной корректировки нелинейности характеристик (дорогая процедура, которую, к сожалению, фабрика проводит только на стандартной калибровочной жидкости, а в России – только на воде, что снижает её точность), затем - от некоего минимального значения и вплоть до значения страгивания, при котором измеряющие элементы начинают движение под влиянием потока измеряемой жидкости, погрешность достигает 30-50% от значения фактического расхода и имеет очень большой разброс (не стабильна).
Если перед Вами стоит задача получения максимального диапазона измерений и минимальной погрешности измерений, то без процедуры полевой тарировки (калибровки), не обойтись.
Причем её нужно проводить именно на той жидкости, которая будет измеряться с тем оборудованием (насос, клапана, фильтры в системе), которое будет использоваться и, желательно, с расположением в трубопроводе максимально соответствующем рабочему – то есть с максимальным повторением рабочих условий, при которых будет использоваться расходомер.
3-5 кратная проливка через расходомер в мерную емкость вашей жидкости при разных производительностях насоса, позволит получить значения весовых коэффициентов выходного импульса во всём диапазоне, для ввода их в контроллер, или любой другой вторичный (показывающий, подсчитывающий) инструмент. После этого погрешность измерений системы – «ППР-вторичный инструмент» будет сведена к минимуму (до +/-0,2%).

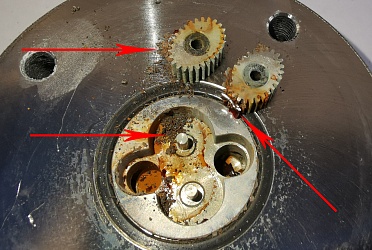
В данной статье будут рассмотрены наиболее частые причины выхода расходомеров из строя и на реальных примерах показано, как этого можно из...